Разработка механизированного приспособления для облегчения процесса ремонта

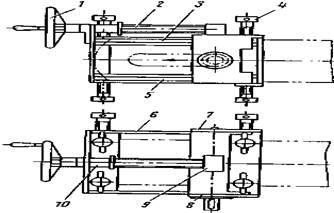
Рисунок 10.8. Приспособление для обработки стенок отверстия для клина в корпусе автосцепки
Детали механизма сцепления обрабатывают на строгальном, фрезерном и токарном станках с помощью специальных приспособлений. Приспособление для строгания или фрезерования замыкающей поверхности замка (рис. 10.8) состоит из основания (стальной лист) 1, на котором размещены зажимные болты 2, указатель 7 наименьшей допускаемой толщины замка и опоры 3, 4 и 5, обеспечивающие установку замка под углом 5° (что необходимо при обработке поверхности). Приспособление устанавливают на столе строгального или вертикально-фрезерного станка и болтами 2 крепят замок таким образом, чтобы его нижняя часть касалась выступа опоры 5, а торцовая поверхность упиралась в установочную призму б. Поверхность зацепления обрабатывают резцом на строгальном станке или торцовой фрезой на вертикально-фрезерном до размера, предусмотренного чертежом, что определяют по указателю 7; расстояние между резцом и указателем должно быть не более 1 мм.
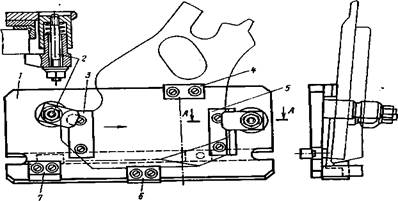
Рисунок 10.9. Приспособление для обработки замыкающей поверхности замка
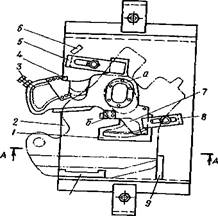
Рисунок 10.10. Приспособление для обработки замка и замкодержателя
Наплавленные поверхности шипа для предохранителя и стенки овального отверстия обрабатывают специальной фрезой с пластинками 3 (рис. 10.10, а) из твердого сплава и резцом 1, закрепленным болтами 2. Внутренний диаметр фрезы равен альбомному диаметру (22 мм) шипа замка, а радиус окружности, описываемой режущей кромкой резца 1 при вращении, составляет 30 мм.
Наплавленные поверхности обрабатывают при помощи оправки, на конусе 4 (рис. 10.10, б) которой винтом 8 закреплена фреза 7 (используется фреза, предназначенная для обработки малого отверстия для валика подъемника в корпусе автосцепки). Надетая на конус втулка 6 свободно вращается на шариковых подшипниках 5. Во время обработки стол фрезерного станка с закрепленной на нем деталью перемещают таким образом, чтобы втулка 6 касалась контрольных поверхностей копира зажима. Это обеспечивает получение альбомных размеров детали.
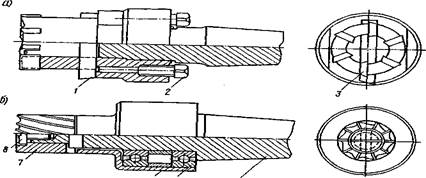
Рисунок 10.11. Режущий инструмент для обработки замка и замкодержателя
Популярные материалы:
Правила плавания в водах Греции
Правила использования радиотелеграфных станций. Иностранные военные корабли, находящиеся в территориальных водах Греции, могут пользоваться судовыми радиостанциями в соответствии со следующими правилами военно-морского министерства, утвер ...
Гасители колебаний
Тепловоз, как и любой локомотив, фактически движется не по ровным и гладким рельсам, какими они кажутся на вид, а по рельсам, имеющим неровности. Такие же неровности есть и на поверхности катания колес. По мере износа (в период эксплуатац ...
Обзор
конструкций и выбор аналога и направления проектирования
Крыша − это конструкция, которая служит для защиты грузов от атмосферных осадков, дождевой и талой воды. Другой основной ее функцией является теплоизоляционная.
Самой простой и классической конструкцией крыши является жестко закреп ...
