Разработка механизированного приспособления для облегчения процесса ремонта

Механизацией производственных процессов называется применение отдельных машин, механизмов и других устройств, заменяющих и облегчающих ручной труд рабочих.
Стенд для ручной, автоматической и полуавтоматической наплавки корпуса автосцепки имеет неподвижную раму 1 (рис. 10.1), выполненную в виде двух вертикальных связанных между собой стоек, и подвижную раму 2, состоящую из двух кронштейнов, содержащих с одной стороны поворотную обойму 7, а с другой – гайку 4 ходового винта 3. Вращение на винт передается от электродвигателя 5 через зубчатую и червячную передачи. Корпус автосцепки устанавливают хвостовиком в прямоугольное отверстие диска 6 поворотной обоймы и закрепляют. На таком стенде можно устанавливать корпус на необходимой высоте при помощи электродвигателя, вращать его в вертикальной плоскости и вокруг собственной продольной оси, поворачивать на некоторый угол в плоскости, проходящей через ось крепления поворотной рамки, т.е. добиваться любого нужного положения корпуса для удобного выполнения работ. Особенно это важно при автоматической или полуавтоматической наплавке, когда необходимо точно соблюдать предусмотренные технологией углы наклона наплавляемых поверхностей.
Рассматриваемый стенд позволяет устанавливать корпус в поворотном диске при отсутствии подъемного устройства в кабине сварщика. Корпус ставят вертикально хвостовиком вверх, на него опускают рамку так, чтобы хвостовик вошел в отверстие диска, закрепляют в этом положении, после чего поднимают на нужную высоту.
Чтобы приварить новую полочку для верхнего плеча предохранителя, применяют приспособление, показанное на рис. 10.1.
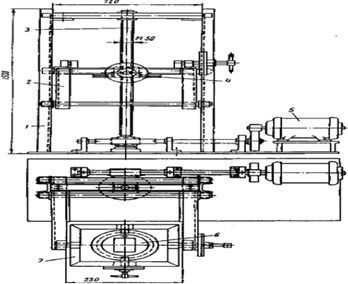
Рисунок 10.1. Стенд для сварочных работ на корпусе автосцепки
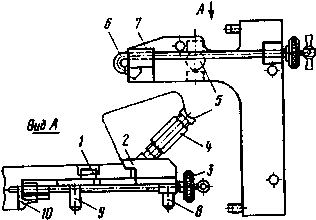
Рисунок 10.2 Приспособление для приварки полочки в корпусе автосцепки.
Широкое распространение получила наплавка износостойким металлом, позволяющая существенно увеличить межремонтный период работы детали и, следовательно, сократить затраты на содержание автосцепного устройства. Наплавку износостойким металлом осуществляют на полуавтоматической установке УНА-2. На этой установке тяговые и ударные поверхности контура зацепления наплавляют порошковой проволокой ПП-ТН350, ПП-ТН500.
Установка УНА-2 рис. 10.3 состоит из следующих агрегатов: шлифовального станка 1 для зачистки наплавленных поверхностей, пылеулавливающего агрегата 22, стенда 14 для закрепления корпуса автосцепки при выполнении работ и аппаратного ящика 75 для размещения электро-оборудования. Для выполнения наплавочных работ используется трансформатор ТСД-1000–4.
На основании шлифовального станка расположены направляющие 20 для перемещения в продольном направлении каретки 4. На каретке находится привод большого 2 и малого 9 шлифовальных кругов. Вращение от двигателя к приводу соответствующего круга передается через зубчатую муфту, для переключения которой служит рукоятка 5. Каретку 4 можно поворачивать вокруг вертикальной оси на угол около 200° для установки в рабочее положение малого или большого шлифовального круга станка. На защитных кожухах малого и большого кругов имеются рукоятки 3 и 18 для перемещения подвижной части станка относительно его основания при обработке автосцепки.
Поставляемый в комплекте установки пылеулавливающий агрегат ЗИЛ-900 предназначен для очистки воздуха от взвешенной абразивной пыли, образующейся в процессе зачистки наплавленных поверхностей. Агрегат очищает воздух в помещении в соответствии с требованиями санитарных норм, причем во время работы агрегата не меняется температурный режим в цехе, так как очищенный воздух вновь поступает в помещение. Пылеприемник 19 агрегата закреплен на вертикальной стенке основания шлифовального станка и соединен с агрегатом трубопроводом 21.
Стенд для закрепления корпуса автосцепки по своей конструкции подобен стенду, показанному на рис. 10.1. Разница в том, что обойма 16 (см. рис. 10.3) стенда установки УНА-2 позволяет фиксировать корпус автосцепки в любом положении, необходимом для наплавки и обработки, благодаря наличию зажима 7. Кроме того, на диске обоймы закреплен швеллер, предотвращающий перекос автосцепки и заземляющий ее торец хвостовика, что исключает поджоги металла детали в точках касания с обоймой. Корпус 6 на обойме закрепляется винтами 8 и 17. В нижней части стенда расположен металлический ящик 11 для отходов, а в верхней части – электродвигатель 12 и редуктор 13, соединенный с винтом 10, предназначенным для подъема и опускания автосцепки. В аппаратном ящике 15 размещено электрооборудование установки УНА-2, а на передней стенке – амперметр и вольтметр (которые фиксируют параметры сварочного тока), кнопки управления электродвигателем шлифовального станка, воздухоочистительного и сварочного агрегатов. Корпус автосцепки, установленный на стенд, закрепляют в гнезде поворотной обоймы и поворачивают так, чтобы наплавляемая поверхность располагалась горизонтально на высоте, удобной для выполнения сварочных работ.
Популярные материалы:
Составление дифференциальных уравнений движения БЛА на режиме
разбега и взлета
Для теоретического анализа любой сложной системы, в том числе и БЛА, необходимо построить ее математическую модель, что в конечном итоге сводится к составлению дифференциальных уравнений, описывающих зависимость характеристик процесса от ...
Порт Мессина
(
Меззша) (шир.38°1Г М, долг.15°34' О) расположен в бухте, образованной полуостровом Браччо-ди-Сан-Райнери. Вход в порт возможен в любую погоду для судов длиной до 200 м, с максимальной осадкой 9 м. В порту суда не должны разворачиваться ...
Состояние материально-технической базы ремонта вагонов
Вагонное хозяйство МПС имело до 1997 г. 176 вагонных депо. Однако 70 % из них, это старые депо, типа вагоноремонтных пунктов.
Мощность 17 вагоно-колесных мастерских позволяют производить ремонт колесных пар со сменой элементов в количест ...
