Тяговый редуктор

Передача вращающего момента от тягового электродвигателя на ось колесной пары осуществляется с помощью тягового редуктора (рис.13), который не имеет принципиальных конструктивных отличий от тягового редуктора тепловоза 2ТЭ10Л. Ведущая шестерня 5 посажена на конус вала якоря тягового электродвигателя тепловым способом с осевым натягом 1,3—1,45 мм. Перед посадкой на вал проверяется пятно прилегания сопрягаемых поверхностей, которое должно быть не менее 75%. Перед посадкой шестерня нагревается до температуры 150—170° С. Напрессованная шестерня крепится гайкой, затянутой моментом 50 кгс * м. Чтобы применить маслосъем при опрессовке шестерни, в вале имеется канал, соединяющий посадочную поверхность с отверстием на торце вала.
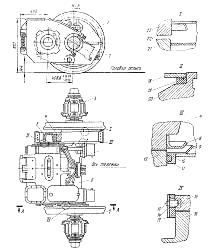
Рис. 13. Колесно-моторный блок:
1 - тяговая передача; 2 — моторно-осевой подшипник; 3 — букса; 4 — зубчатое колесо; 5 — ведущая шестерня; 6 — тяговый электродвигатель; 7 — колесный центр с бандажом; 8, 9 — маслоотбойные кольца; 10 — полукольцо; 11, 13, 19 — войлочные уплотнения; 12, 15 — вкладыши моторно-осевых подшипников; 14 — штифт; 16, 23 — колесные центры; 17 — хомут; 18 — кожух тяговой передачи; 20 — крышка подшипника; 21 — ступица зубчатого колеса; 22 —маслоуловитель
Ведущая шестерня изготовлена из стали 20ХНЗА. Поверхности зубьев и впадин цементируются с последующей закалкой, при этом обеспечивается твердость рабочей поверхности зуба не менее HRC-59, твердость ядра зуба и обода HRC-30 - 45
Для снижения влияния перекосов, возникающих в тяговом режиме в зацеплении, при шлифовании зубья шестерни выполняются с односторонним прямолинейным скосом, суживающим зуб в сторону остова двигателя. Величина скоса принята равной 0,20—0,24 мм (угол скоса 4,56"—5,'55"). Глубина цементированного слоя после шлифовки 1,6— 1,9 мм. Зубчатое колесо изготовлено из стали 45ХН с секторной закалкой рабочих поверхностей зубьев и накатыванием впадин. Твердость ядра зуба и обода должна быть HR=255—311, твердость рабочих поверхностей зубьев после закалки т. в. ч. — HRC=50—58. Глубина закаленного слоя 3—5 мм. Поверхности впадин зубьев упрочнены накаткой роликом, при этом обеспечивается глубина накатанного слоя более 2 мм с твердостью не менее чем на 10% выше исходной твердости.
Зона шлифования ограничена только рабочими поверхностями зубьев с обеспечением плавного перехода от шлифованной поверхности к накатанной. Допускаются только местные касания впадин шлифовальным кругом с чистотой обработки. Зубчатые колеса по всему контуру зуба после закалки и шлифования проверяют магнитным дефектоскопом. На ступицу зубчатого колеса насажено маслоотбойное кольцо с натягом 0,3—0,9 мм. Температура нагрева кольца перед посадкой — 200—300° С.
Популярные материалы:
Расчет производственной программы по ТО
Производственная программа АТП по ТО характеризуется числом технических обслуживаний, планируемых на определенный период времени (год, сутки). Сезонное техническое обслуживание (СО), проводимое 2 раза в год, как правило совмещается с ТО-2 ...
Подбор технологического оборудования
№ п/п
Наименование, оборудование, тип, модель оборудования, оснастки
количество
Техническая характеристика
1
Верстак слесарный на одно рабочее место ОРГ-1468-01-060А
2
1200C800 мм
2
Кран-балка
1
3т, ...
Характеристика устройств для производства грузовых операций
Для производства грузовых операций сооружается грузовой двор, который примыкает к станции в нечетной горловине. Для хранения тарно-упаковочных грузов на грузовом дворе используется крытый склад с внутренним расположением путей.
Хранение ...
