Средства неразрушающего контроля для определения технического состояния автосцепного оборудования

На втором этапе намагничивающее устройство устанавливается так, как показано на рис. 7.4. При этом контролируются кромки проема для замка и замкодержателя, а также зоны перехода от ударной стенки зева к боковой стенке большого зуба и от боковой стенки к тяговой стороне большого зуба. Эти зоны контролируются способом приложенного поля, т.е. намагничивающие устройство снимается с детали после сканирования.
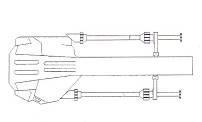
Рис. 7.1. Положение намагничивающего устройства МСН 11–01 на корпусе автосцепки
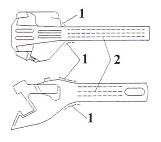
Рис. 7.2. Зоны контроля хвостовика автосцепки: 1 – зоны перехода от головки к корпуса хвостовика; 2 – плоскости хвостовика
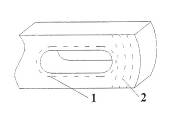
Рис. 7.3. Зоны контроля концовки хвостовика: 1 – кромки отверстия под клин; 2 – перемычка между отверстием под клин и задней ударной частью хвостовика

Рис. 7.4. Положение МСН 12–01 на корпусе автосцепки
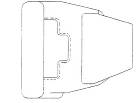
Рис. 7.5. Зона контроля кромок отверстия для замка и замкодержателя
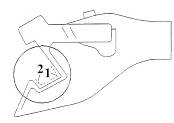
Рис. 7.6. Зоны контроля в зеве головки автосцепки: 1 – переход от ударной стенки зева к боковой стенке большого зуба; 2 – переход от боковой стенки к тяговой стороне большого зуба
Тяговый хомут
Тяговый хомут контролируются в зонах показанных на рис. 7.7. Намагничивающие устройство МСН 12–01 устанавливается на внешних и внутренних поверхностях (в соответствии с методикой) тяговых полос (поз. 3 на рис. 7.7). Контроль проводится способом приложенного магнитного поля. В зонах 1 н 2 выполняется по одному сканирующему проходу по контурам зоны. А в зонах 3 и 4 сканирование выполняется с шагом 5…15 мм.
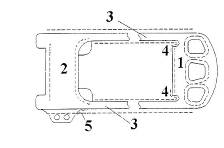
Рис. 7.7. Зоны контроля тягового хомута: 1 – кромка задней опорной части; 2 – кромки соединительных планок; 3 – тяговые полосы; 4 – углы перехода тяговых полос к задней ударной части; 5 – переход тяговой полосы к ушкам под болты
Популярные материалы:
Расчет площадей вспомогательных
помещений
Вспомогательные помещения (административные, общественные, бытовые) являются объектом архитектурного проектирования и должны соответствовать требованиям СНиП «Вспомогательные здания и помещения промышленных предприятий».
Площади вспомога ...
Организация выпуска и возвращения подвижного состава в парк
В современном АТП выпуску автомобилей на линию должно быть уделено особое внимание. В выпуске автомобилей участвуют службы, водители, диспетчера, сменные механики и др. От согласованной работы зависит четкая организация и своевременный вы ...
ТС с силовым электроприводом и аккумуляторные системы
Системы с силовым пьезоприводом. Пьезопривод все шире внедряется в технических устройствах, а характеристики пьезоэлектриков резко повышены. Применительно к ТПА он обладает рядом несомненных достоинств: высокие КПД, усилия, малый нагрев, ...
