Анализ технологической операции

025 Операция. Шлифовальная. После проведения всех основных восстановительных
операций необходимо произвести механическую обработку для доведения до номинального размера. Так как припуск на механическую обработку невелик (0,13мм), то сразу будет производиться шлифование боковых поверхностей шлицев на специальном плоскошлифовальном станке 3Е710В1, где устанавливается шлифовальные круги специального профиля для шлифования пазов шлицев - ЭБ 5СМ1К6 (А2П 200*6*51). Основное время То = 0,27 мин, вспомогательное время Тв = 8,31 мин. Переходы: А) Закрепить деталь как показано на эскизе. 1) Шлифовать поверхности 1 и 2 указанные в операционной карте. 2) Повторить переход 1 для остальных пазов. Б) Снять деталь. Режущий инструмент применяемый в переходе 1: ЭБ 5СМ1К6 (А2П200×6×51). Измерительный инструмент: Калибр – скоба НЕ 5,84 ГОСТ 2015 – 84.
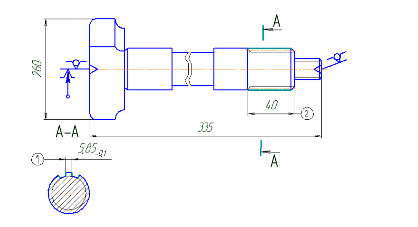
Рисунок 6 — Операционный эскиз на операцию шлифование.
Популярные материалы:
Расчет числа постов текущего ремонта
При этом расчете число воздействий по ТР неизвестно. Поэтому для расчета числа постов ТР используют годовой объем постовых работ ТР.
Хтр = Ттр.г(п) ∙ j / Фп ∙ Рп = Ттр.г(п) ∙ j / (Драб.г. ∙ Тсм ∙ С ∙ h ...
Определение потребности в
технологическом оборудовании
Определили потребности СТО в технологическом оборудовании, оргоснастки, перечень и количество которого установили на основе выполняемых станцией видов работ с учетом соблюдения сертификационных требований.
Таблица 18. Технологическое обо ...
Расчет головного объема работ и численности производственных рабочих
Годовой объем работ по СТОА определяется в человеко-часах и включает объем работ по ТО-1, ТО-2, а также объем вспомогательных работ предприятия. На основе этих объемов определяется численность рабочих производственных зон и участков. ...
