Съемный рудерпост

Износ, коррозионные и эрозионные повреждения облицовок съемного рудерпоста — характерные дефекты, устранением которых приходится заниматься практически при каждом ремонте рулевого устройства. Облицовки обтачивают либо заменяют. Толщина облицовки после обтачивания не должна быть менее 10 мм, овальность и конусообразность по наружному диаметру— не более 0,1 мм.
Наработки, задиры, риски на облицовках запиливают и зачищают, места зачистки не должны превышать 25% всей поверхности. Овальность и конусообразность рабочих поверхностей облицовок не должны быть более половины величины зазора в подшипниках пера руля.
Коррозию под облицовками устраняют обтачиванием поврежденных участков либо всей посадочной поверхности. Обтачивание части шейки может быть допущено в тех случаях, когда общая площадь коррозионных повреждений незначительна (не более 15% всей поверхности шейки) и они расположены от торца облицовки не менее чем на 50 мм.
Диаметр посадочного места ![]() (в см) под облицовку в соответствии с Правилами Регистра определяют по формуле (рис. 7)
(в см) под облицовку в соответствии с Правилами Регистра определяют по формуле (рис. 7)
где
![]() —условная расчетная нагрузка, действующая на перо руля, кгс (значения
—условная расчетная нагрузка, действующая на перо руля, кгс (значения ![]() ,
, ![]() ,
, ![]() принимают такими же, как при расчете баллера);
принимают такими же, как при расчете баллера);
![]() — расстояние по вертикали от середины фланца съемного рудерпоста до середины верхнего подшипника пера руля, мм;
— расстояние по вертикали от середины фланца съемного рудерпоста до середины верхнего подшипника пера руля, мм;
![]()
![]() — предел текучести материала съемного рудерпоста, кгс/см2 (не должен приниматься более 4000 кгс/см2).
— предел текучести материала съемного рудерпоста, кгс/см2 (не должен приниматься более 4000 кгс/см2).
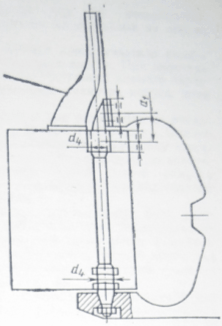
Рис. 7 Схема для расчета съемного рудерпоста.
При обтачивании может быть допущено уменьшение диаметра посадочного места на величину до 10% размера, определенного по приведенной формуле. Переход от обточенной части к посадочной поверхности шейки должен быть плавным, шероховатость 2,5. Овальность и конусообразность (на длине 500 мм) посадочных мест под облицовку не более 0,05—0,06 мм.
При коррозионных повреждениях съемного рудерпоста в районе торцов облицовок по согласованию с Регистром допускается подрезание торцов, однако уменьшение длины каждого подшипника пера руля не должно превышать 10% номинального размера.
Коррозионные повреждения нерабочих поверхностей съемного рудерпоста между рабочими шейками устраняют запиловкой и зачисткой при местных повреждениях либо обтачиванием — при сплошных. Диаметр обточенных нерабочих поверхностей может быть на 15—20% меньше размера, полученного по формуле для диаметра посадочного места под облицовку. Места глубоких повреждений следует наплавить. В случае невозможности термообработки съемного рудерпоста целиком допускается местная термообработка наплавленного участка.
После восстановления на поверхность наносят эпоксидное покрытие, армированное стеклотканью (два слоя), либо эпоксидную шпатлевку ЭП-00-10. Вместо покрытия может быть выполнена окраска свинцовым суриком (два слоя) или грунтовкой ВЛ-02 (один слой) и ЭП-755 (шесть слоев). Покрытие и окраску выполняют в соответствии с действующими нормативными документами.
Незначительные коррозионные повреждения (общей площадью не более 25% поверхности) на конической поверхности съемного рудерпоста могут быть устранены запиловкой и зачисткой с последующей заделкой компаундами на основе эпоксидных смол. Эту операцию выполняют до установки съемного рудерпоста.
Дефекты на значительной части поверхности устраняют с применением сварки. В последнее время на некоторых СРЗ выполняют наплавку конических поверхностей нержавеющей сталью, что значительно увеличивает срок службы рулевого устройства.
Обтачивание конической поверхности (без наплавки) может быть выполнено только в тех случаях, когда коническое отверстие пятки ахтерштевня подлежит наплавке либо в него будет установлена втулка на сварке. После окончательной обработки образующая конуса должна быть прямолинейна. При проверке поверочной линейкой требования аналогичны приведенным для конических поверхностей баллеров. Шероховатость поверхности . 1,25.
Популярные материалы:
Расчет числа производственных рабочих
Определение номинального годового фонда рабочего времени
, (2.30)
где ДР - число рабочих дней в году.
ДП - число предвыходных и предпраздничных дней;
tСМ - продолжительность смены, ч.;
t1 - продолжительность смены в предвыходные и пр ...
Анализ работы предприятия ОАО «Горшечноеавтотранс»
Анализ работы предприятия ОАО «Горшечноеавтотранс» производится за период 2006-2008 гг., по следующим показателям:
– автомобиле-дни в работе;
– автомобиле-дни в ремонте;
– автомобиле-часы на линии;
– среднесуточный пробег;
– пробег с ...
Расчет параметров гасителей колебаний
Задан гаситель с постоянной силой трения
где Nтр – нормальная сила (нажатие) в трущейся паре гасителя;
j - коэффициент трения частей пары. ...
